Didelio anglies dioksido kiekio apvaliojo plieno šratai






Modelis/dydis:S110-S930/Φ0,3–2,8 mm
Produkto informacija:
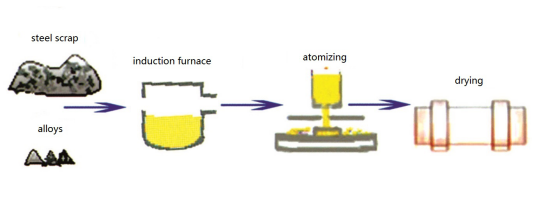
Didelio anglies plieno šratai, pagaminti iš specialaus plieno, grūdinto ir grūdinto, turi daugiau nei 0,85% anglies, naudojant purškimo procesą, sferinės dalelės, pagamintos iš išlydyto plieno. Fengerda griežtai kontroliuoja kiekvieną gamybos grandį, ypač deoksidacijos kontrolę ir dekarbonizacija, temperatūra gesinimo procese, taip pat porų ir anomalijų pašalinimas po formavimo, o tai pakelia produktą į naują lygį.
Pagrindinės specifikacijos:
| PROJEKTAS | SPECIFIKACIJA | BANDYMO METODAS | |||
| CHEMINĖ SUDĖTIS |
| 0,8–1,2 % | P | ≤0,05 % | ISO 9556:1989 ISO 439:1982 ISO 629:1982 ISO 10714:1992 |
| Si | ≥0,4 % | Cr | / | ||
| Mn | 0,35–1,2 % | Mo | / | ||
| S | ≤0,05 % | Ni | / | ||
| MIKROSTRUKTŪRA | Homogeniškas martensitas arba bainitas | GB/T 19816.5-2005 | |||
| Tankis | ≥7,0*10³kg/m³ (7,0kg/dm³) | GB/T 19816.4-2005 | |||
| IŠORINĖ FORMA | Oro anga < 10%.Sujungia.Aštrus kampas.Deformacijos koeficientas < 10 % | Vizualinis | |||
| KIETUMAS | HV: 390–530 (HRC39,8–51,1) | GB/T 19816.3-2005 | |||
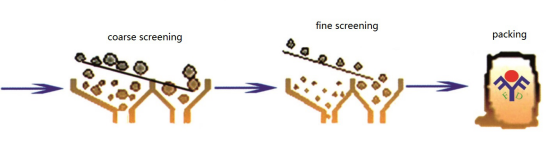
Apdorojimo žingsniai:

Privalumai:
Daug anglies dioksido suapvalinto plieno šratas, naudojant tradicinę gamybos techniką, daugiausia naudojamas sraigtiniam valymui ir šratų apdirbimui. Puikiai kontroliuojamas terminis apdorojimas suteikia jam optimalų atsparumą ir atsparumą nuovargiui.
ir apdailinti metalines dalis, kurioms reikia didesnių nusidėvėjimo ir nuovargio savybių.Proceso metu šūvis bombarduoja metalinę dalį, sukurdamas mažas įdubas paviršiuje.
Įdubimai sukelia suspaudimo įtempius detalės paviršiuje, padidindami metalo atsparumą įtrūkimams, nuovargiui ir korozijai.Šratinamasis valymas naudojamas svarbiems, labai susidėvintiems komponentams, pvz., krumpliaračiams, velenams ir pažangių aerodinaminių gaminių metalinėms dangoms.
Programos:
Mūsų didelio anglies plieno šratas yra naudojamas įvairiose srityse, pavyzdžiui;smėlio šalinimas, nukalkinimas, valymas, šveitimas ir kt. Airblast gamyklose vykdomas išcentrinis purškimo procesas ir dvigubas terminis apdorojimas bei tęsiamos kokybės kontrolės priemonės užtikrina aukščiausią šūvio kokybę.
Kaltinių, termiškai apdorotų detalių, plieninių vamzdžių, profilių ir plieninių konstrukcijų paviršiaus valymas sraigtiniu pūtimu, paviršiaus apdorojimas prieš dažymą, ruošinių šratavimas.
Nerūdijančio plieno plokščių, plonų plieninių plokščių, spalvotųjų metalų lydinių, dakrometinio sluoksnio paviršiaus valymas pūtimu.





